
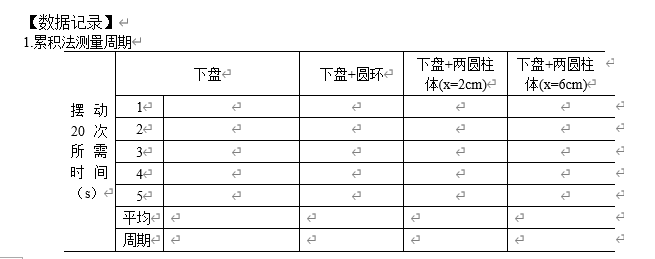
一、数据记录表格
![]()
![]()

二、仪器调节
1.调节下盘水平。
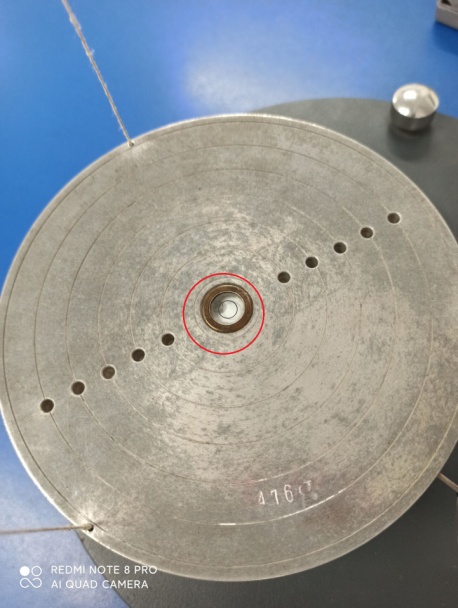
a.观察下盘中心水平仪气泡是否在正中央,如图所示。如果不位于中央,需要通过调节悬线长度来实现。
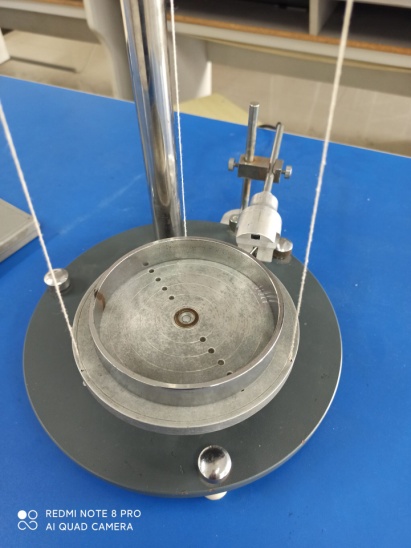
b.悬线长度调节通过上盘螺丝A、B实现。其中A调节线长度,B用来紧固螺丝A。具体方法是:一手拧住A,另一手拧开螺丝B,这时候就可以转动A改变线长了,调节好后再拧紧螺丝B.

2.调节计数计时装置。
a.在第一步调节好下盘水平基础上,让下盘摆动起来。如图所示,按箭头标示方向拨动C,使上盘转动一个小角度,通过悬线带动下盘摆动起来。

b.在下盘摆动的时候,打开计时计数器电源开关(在背面),按“执行”按键,开始计时计周期。如果要重新计时,按“复位”按键即可。

c.在下盘摆动的同时,观察周期是否均匀倒计时(即从20倒计时到0),如果不是正常工作,则可以整体前后或者转动光电测量装置,如图所示,使得下盘的挡针D每次都穿过两个黑色二极管AB的连线。

二、测量(注意顺序)
1.周期测量
a.下盘摆动20个周期所用时间(测量5次);
b.下盘加圆环摆动20个周期所用时间(测量5次);(圆环对称放置)
c.下盘加两个圆柱体(圆柱体放在下盘对称位置,且将圆柱体插入下盘小孔固定)摆动20个周期所用时间(测量两组数据,分别为x=2cm最内,x=6cm最外,各测量5次);(圆柱体放置方法如图)


2.长度测量.
a.上、下盘垂直距离H.(米尺测量,测量3次)
b.上盘悬孔间距a。(游标卡尺测量,测量3次)(注意:应使用测量外径的量爪进行测量)

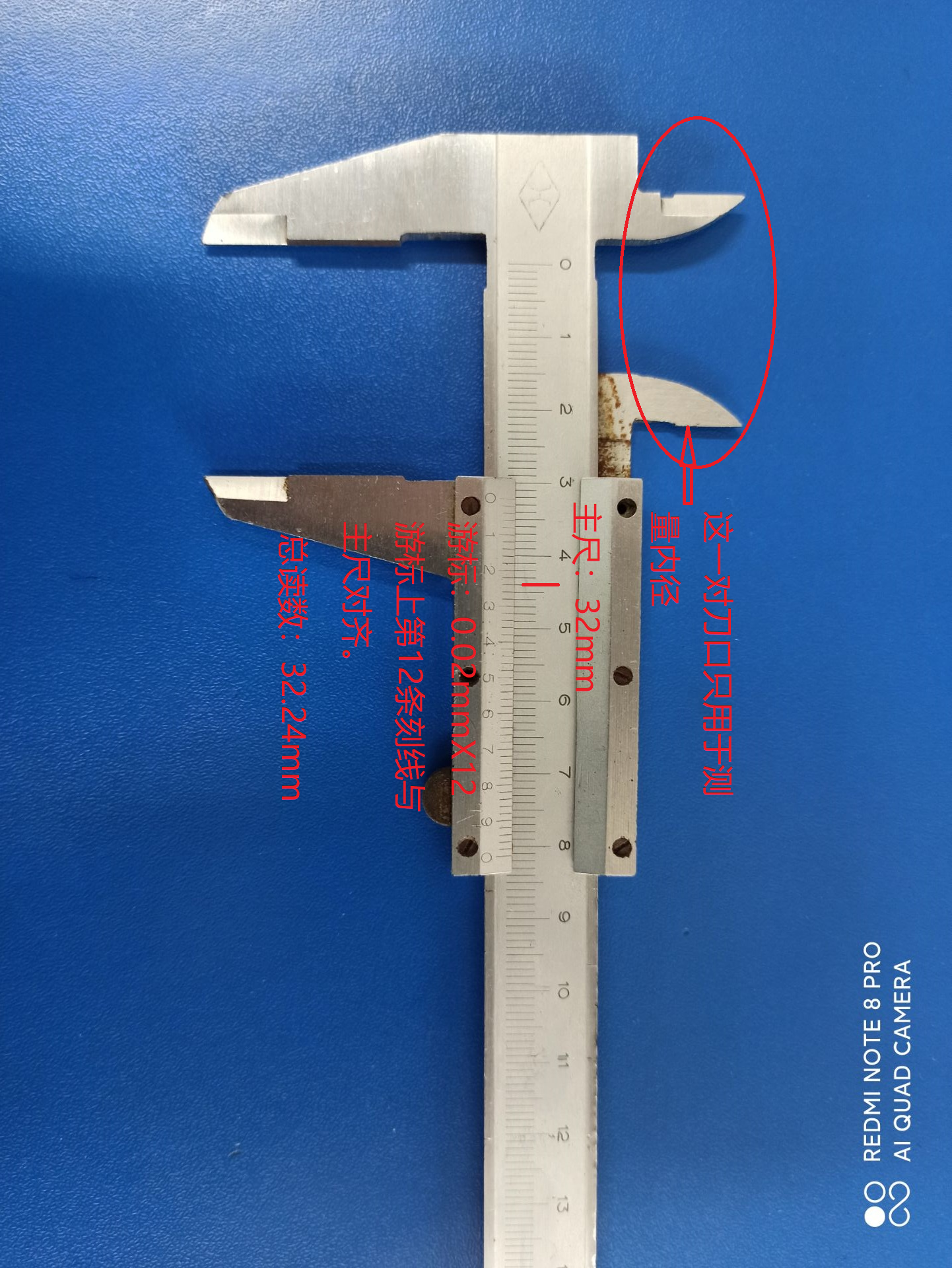
c.下盘悬孔间距b。(游标卡尺测量,测量3次)(注意:应使用测量外径的量爪进行测量)

d.圆环内直径测量。(游标卡尺测量,测量3次)
e.圆环外直径测量。(游标卡尺测量,测量3次)
f.小圆柱直径测量。(游标卡尺测量,测量3次)
3.质量测量.
a.下盘质量。刻在下盘盘面上。
b.圆环质量。天平测量,测量一次。
c.圆柱体质量。天平测量,测量一次。可以两个一起测量,取平均值。
完整的调节及测量视频
游标卡尺的使用

